
 premazivač
premazivač Napredni ekstruzioni premaz za visokokvalitetno premazivanje
Napredni ekstruzioni premaz za visokokvalitetno premazivanje Visokokvalitetni transfer premaz za glatko premazivanje
Visokokvalitetni transfer premaz za glatko premazivanje Dvostruka vodeći ruka struktura Gravure premaz
Dvostruka vodeći ruka struktura Gravure premaz Dvostruka vodeći ruka struktura Gravure premaz
Dvostruka vodeći ruka struktura Gravure premaz Poboljšani premaz: Visokoprecizni mikrokonkavni premaz
Poboljšani premaz: Visokoprecizni mikrokonkavni premaz Hunan Desai NMP oprema za destilaciju
Hunan Desai NMP oprema za destilaciju Shaoxing Fudi NMP oprema za destilaciju
Shaoxing Fudi NMP oprema za destilaciju Oprema za destilaciju NMP u Ningguo eri
Oprema za destilaciju NMP u Ningguo eri Guangxi Fudi (Qingxiu) NMP sistem za oporavak
Guangxi Fudi (Qingxiu) NMP sistem za oporavak NMP oprema za oporavak u Desaiju, provincija Hunan
NMP oprema za oporavak u Desaiju, provincija Hunan Xiangyang Foday NMP sistem za oporavak
Xiangyang Foday NMP sistem za oporavak Shangrao SVOLT NMP sistem za oporavak
Shangrao SVOLT NMP sistem za oporavak Yongning FinDreams Battery NMP Recovery System
Yongning FinDreams Battery NMP Recovery System ASEAN Fodi (Wuming) NMP sistem za recikliranje opreme
ASEAN Fodi (Wuming) NMP sistem za recikliranje opreme Guangzhou Rongjie NMP sistem za reciklažu
Guangzhou Rongjie NMP sistem za reciklažu


 WhatsApp
WhatsApp
 Facebook
Facebook
 Instagram
Instagram
Kalander dijafragme suhe elektrode

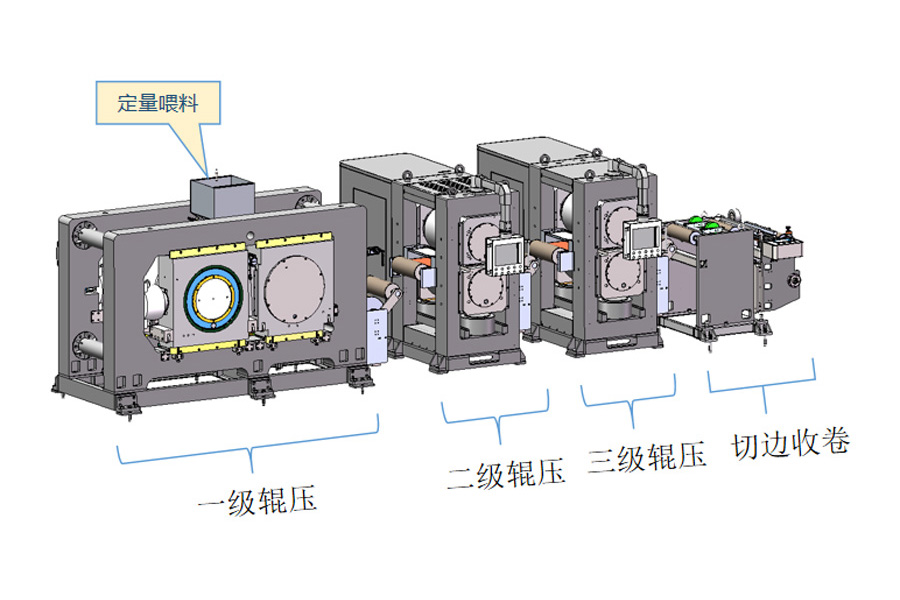
Membranski kalandr suhe elektrode
Parametri opreme
1. Širina rolne površine: 400/600/800/1000 mm
2. Prečnik valjka: Φ400/600/800 mm
3. Površinska obrada rolne: tvrdo hromiranje; Tvrdoća ≥HRC66
4. Mehanička brzina/brzina kotrljanja: Max.60m/min Max.50m/min
6. Preciznost sinhronizacije: ≤0,2‰
7. Debljina filma: ≥60μm
8. Preciznost debljine valjanog stuba: ≤±1μm
9. Metoda kalandranja: elektromagnetsko indukcijsko grijanje i valjanje; Temperaturna razlika površine valjka ≤±1.0℃
10. Tačnost kontrole napetosti: ≤±0,5% FS;
11. Fluktuacija napetosti ≤ ± 0,2N Zaštita okoline:
Tri prednosti opreme
1. Realizirati kvantitativno punjenje kalandriranjem dijafragme suhe elektrode; Realizovana je on-line kontrola u zatvorenoj petlji količine dovoda, brzine valjanja i debljine membrane, a kvalitet valjanja membrane je poboljšan.
2. Predgrijavanje i vruće valjanje kalandriranih materijala može poboljšati fluidnost i kohezivnost praha i ostvariti brzo formiranje filma.
3. Pogon valjka usvaja dizajn spojnice s kugličnim kavezom; Dobra sinhronizacija, visoka preciznost prenosa, brz odziv, performanse amortizacije i smanjenja vibracija, smanjenje buke i automatsko cirkulaciono podmazivanje; Dug vijek trajanja, mala veličina i niska cijena.
4. Napetost membrane usvaja servo motor za kontrolu plutajućeg valjka kako bi napravio način linearnog pomaka, koji ima brzu brzinu odziva, male fluktuacije napetosti i nije lako prekinuti remen
5. Vrući valjak usvaja način grijanja elektromagnetne indukcije, koji može ostvariti podešavanje temperature od normalne temperature do 420 ℃; Efikasnost iskorišćenja toplote je veća i potrošnja energije je manja kada se temperatura podigne na 200℃ za ≤30min. Radno mjesto je čisto i lako za rukovanje i održavanje.
6. Prema krivulji deformacije i otklona, kalandrski valjak je dizajniran kao lučni valjak kako bi se osigurala konzistentnost debljine dijafragme elektrode i kvaliteta dijafragme.
7. Svi valjci su napravljeni od karbonskih vlakana kako bi se smanjio moment inercije, fluktuacija napetosti dijafragme elektrode i rizik od loma kaiša.
8. U poređenju sa postojećim mokrim premazom, ne treba NMP kao otapalo i vezu za sušenje, što je ekološki prihvatljivo, štedi mnogo energije i prostora i ima manje ulaganja.
9. Elektroda proizvedena električnim dijafragmskim kalendarom suhim procesom ima visoku gustoću sabijanja, visoku gustinu energije baterije i dug radni vijek.
R&D inovacije
1. Trenutno su primijenjeni mnogi patenti, kao što je metoda proizvodnje suhe elektrode i njen uređaj.
FAQ
1. Za koju priliku je ova oprema pogodna?
O: Oprema je pogodna za proizvodnju litijum-jonskih baterija ili superkondenzatorskih elektroda u novoj energetskoj industriji.
2. Kakva je efikasnost proizvodnje?
O: Brzina formiranja suvog filma je 5-50 m/min.
3. Koja je širina obrade?
O: Širina obrade ove opreme je 400/600/800/1000 mm.
4. Koja je debljina obrađenog suvog filma?
O: ≥60μm