
 코터
코터 고품질 코팅을 위한 첨단 압출 코터
고품질 코팅을 위한 첨단 압출 코터 매끄러운 코팅을 위한 고품질 전사 코터
매끄러운 코팅을 위한 고품질 전사 코터 더블 가이드 암 구조의 그라비아 코터
더블 가이드 암 구조의 그라비아 코터 더블 가이드 암 구조의 그라비아 코터
더블 가이드 암 구조의 그라비아 코터 향상된 코팅: 고정밀 마이크로 오목 코터
향상된 코팅: 고정밀 마이크로 오목 코터 Hunan Desai NMP 증류 장비
Hunan Desai NMP 증류 장비 Shaoxing Fudi NMP 증류 장비
Shaoxing Fudi NMP 증류 장비 Ningguo 시대의 NMP 증류 장비
Ningguo 시대의 NMP 증류 장비 Guangxi Fudi (Qingxiu) NMP 복구 시스템
Guangxi Fudi (Qingxiu) NMP 복구 시스템 후난성 데사이(Desai)의 NMP 회수 장비
후난성 데사이(Desai)의 NMP 회수 장비 Xiangyang Foday NMP 복구 시스템
Xiangyang Foday NMP 복구 시스템 Shangrao SVOLT NMP 복구 시스템
Shangrao SVOLT NMP 복구 시스템 용닝핀드림즈 배터리 NMP 회수 시스템
용닝핀드림즈 배터리 NMP 회수 시스템 ASEAN Fodi(Wuming) NMP 장비 재활용 시스템
ASEAN Fodi(Wuming) NMP 장비 재활용 시스템 광저우 Rongjie NMP 재활용 시스템
광저우 Rongjie NMP 재활용 시스템


 왓츠앱
왓츠앱
 페이스북
페이스북
 인스 타 그램
인스 타 그램
건식 전극 다이어프램 캘린더

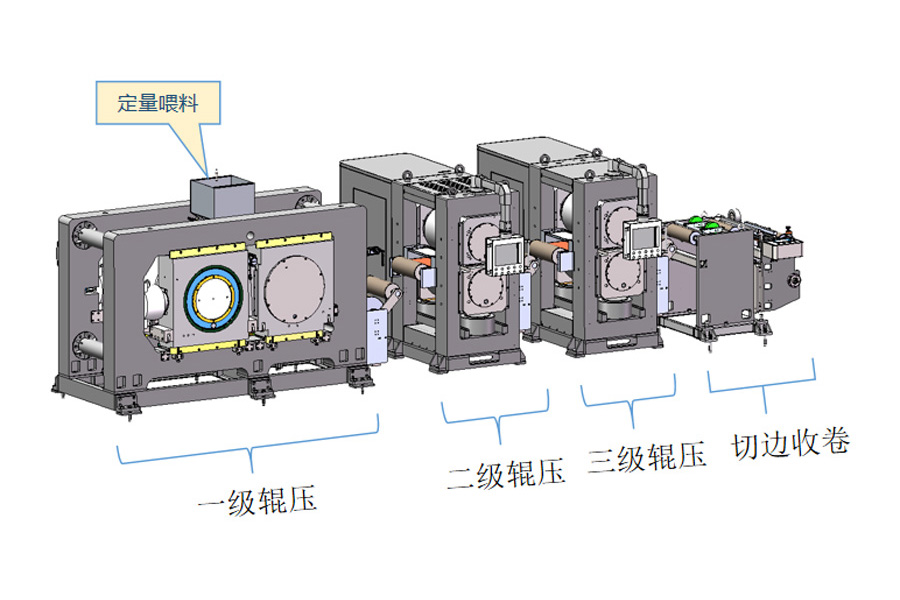
건식 전극 다이어프램 캘린더
장비 매개변수
1. 롤 표면의 폭: 400/600/800/1000mm
2. 롤러 직경: Φ400/600/800mm
3. 롤 표면 처리: 경질 크롬 도금; 경도 ≥HRC66
4. 기계적 속도/롤링 속도: Max.60m/min Max.50m/min
6. 동기화 정확도: ≤0.2‰
7. 필름 두께: ≥60μm
8. 압연 극편의 두께 정확도: ≤±1μm
9. 캘린더링 방법: 전자기 유도 가열 및 압연; 롤러 표면의 온도차 ≤±1.0℃
10. 장력 제어 정확도: ≤±0.5% FS;
11. 장력 변동 ≤ ± 0.2N 환경 보호:
세 가지 장비 장점
1. 건식 전극 다이어프램 캘린더링의 정량 공급을 실현합니다. 공급량, 롤링 속도 및 다이어프램 두께의 온라인 폐쇄 루프 제어가 실현되고 다이어프램 롤링 품질이 향상됩니다.
2. 캘린더링된 재료의 예열 및 열간 압연은 분말의 유동성과 응집성을 향상시키고 신속한 필름 형성을 실현할 수 있습니다.
3. 롤러 드라이브는 볼 케이지 커플 링 디자인을 채택합니다. 우수한 동기화, 높은 전송 정밀도, 빠른 응답, 쿠션 및 진동 감소 성능, 소음 감소 및 자동 순환 윤활; 긴 서비스 수명, 작은 크기 및 저렴한 비용.
4. 다이어프램 장력은 서보 모터를 채택하여 플로팅 롤러를 제어하여 빠른 응답 속도, 작은 장력 변동 및 벨트 파손이 쉽지 않은 선형 변위 모드를 만듭니다.
5. 핫 롤러는 전자기 유도 가열 모드를 채택하여 상온에서 420℃까지 온도 조절을 실현할 수 있습니다. 온도를 200℃에서 30분 이하로 올리면 열 이용 효율이 더 높아지고 에너지 소비는 더 낮아집니다. 작업장은 깨끗하고 운영 및 유지관리가 쉽습니다.
6. 변형 및 편향 곡선에 따라 캘린더링 롤러는 전극 다이어프램 두께와 다이어프램 품질의 일관성을 보장하기 위해 아크 롤러로 설계되었습니다.
7. 모든 롤러는 관성 모멘트, 전극 다이어프램 장력의 변동 및 벨트 파손 위험을 줄이기 위해 탄소 섬유로 만들어졌습니다.
8. 기존 습식코팅에 비해 용제 및 건조링크로 NMP가 필요하지 않아 환경친화적이며 에너지와 바닥면적을 많이 절약하고 투자비용도 적게 든다.
9. 건식 전기 다이어프램 캘린더로 생산된 전극은 압축 밀도가 높고 배터리 에너지 밀도가 높으며 수명이 길다.
R&D 혁신
1. 현재 건식전극 제조방법 및 그 장치 등 다수의 특허가 출원되어 있다.
자주하는 질문
1. 이 장비는 어떤 경우에 적합합니까?
A: 이 장비는 신에너지 산업의 리튬이온 배터리나 슈퍼커패시터 전극 생산에 적합합니다.
2. 생산 효율성은 어떻습니까?
A: 건식 필름 형성 속도는 5-50m/min입니다.
3. 처리 폭은 얼마입니까?
A: 이 장비의 가공 폭은 400/600/800/1000mm입니다.
4. 가공된 건조 폴피스 필름의 두께는 얼마입니까?
답: ≥60μm