
 каптоочу
каптоочу Жогорку сапаттагы каптоо үчүн Advanced Extrusion Coater
Жогорку сапаттагы каптоо үчүн Advanced Extrusion Coater Жылмакай каптоо үчүн жогорку сапаттагы трансфер каптоочу
Жылмакай каптоо үчүн жогорку сапаттагы трансфер каптоочу Кош жетектөөчү кол структура Gravure coater
Кош жетектөөчү кол структура Gravure coater Кош жетектөөчү кол структура Gravure coater
Кош жетектөөчү кол структура Gravure coater Өркүндөтүлгөн каптоо: Жогорку тактыктагы Micro-Concave Coater
Өркүндөтүлгөн каптоо: Жогорку тактыктагы Micro-Concave Coater Hunan Desai NMP дистилляциялык жабдуулар
Hunan Desai NMP дистилляциялык жабдуулар Shaoxing Fudi NMP дистилляциялык жабдуулар
Shaoxing Fudi NMP дистилляциялык жабдуулар Ningguo доорундагы NMP дистилляциялык жабдуулар
Ningguo доорундагы NMP дистилляциялык жабдуулар Guangxi Fudi (Qingxiu) NMP калыбына келтирүү системасы
Guangxi Fudi (Qingxiu) NMP калыбына келтирүү системасы Хунань провинциясынын Десай шаарындагы NMP калыбына келтирүүчү жабдуулар
Хунань провинциясынын Десай шаарындагы NMP калыбына келтирүүчү жабдуулар Xiangyang Foday NMP калыбына келтирүү системасы
Xiangyang Foday NMP калыбына келтирүү системасы Shangrao SVOLT NMP калыбына келтирүү системасы
Shangrao SVOLT NMP калыбына келтирүү системасы Yongning FinDreams батарея NMP калыбына келтирүү системасы
Yongning FinDreams батарея NMP калыбына келтирүү системасы ASEAN Fodi (Wuming) NMP жабдууларды кайра иштетүү системасы
ASEAN Fodi (Wuming) NMP жабдууларды кайра иштетүү системасы Гуанчжоу Rongjie NMP кайра иштетүү системасы
Гуанчжоу Rongjie NMP кайра иштетүү системасы


 WhatsApp
WhatsApp
 Facebook
Facebook
 Instagram
Instagram
Кургак электроддук диафрагма каландры

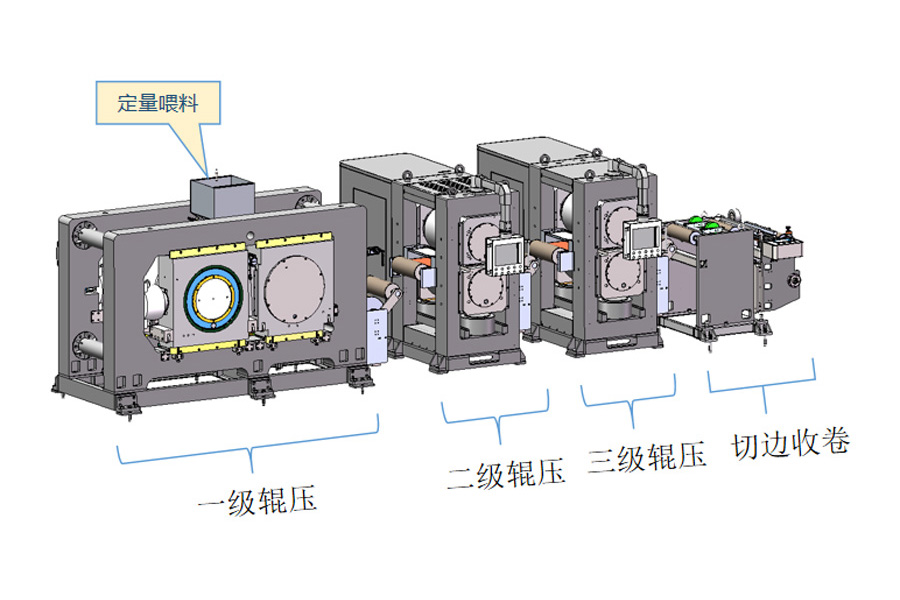
Кургак электроддук диафрагма календери
Жабдуу Параметрлер
1. Ролл бетинин туурасы: 400/600/800/1000мм
2. Roller диаметри: Φ400/600/800мм
3. Roll беттик дарылоо: Hard Chromium жалатуу; Катуулугу ≥HRC66
4. Механикалык ылдамдык / прокат ылдамдыгы: Max.60m / мин Max.50m / мин
6. Синхрондоштуруунун тактыгы: ≤0,2‰
7. Тасма калыңдыгы: ≥60μm
8. Тоголоктолгон уюлдун калыңдыгы тактыгы: ≤±1μm
9. Каландрлоо ыкмасы: Электромагниттик индукциялык жылытуу жана прокаттоо; ролик бетинин температура айырмасы ≤±1.0℃
10. Чыңалууну башкаруу тактыгы: ≤±0,5% FS;
11. Чыңалуунун термелүүсү ≤ ± 0,2N Курчап турган чөйрөнү коргоо:
Үч жабдуулардын артыкчылыктары
1. кургак электрод диафрагма каландрлоо сандык азыктандыруу ишке ашыруу; Азыктандыруунун санын, прокаттоо ылдамдыгын жана диафрагма калыңдыгын он-лайн режиминде жабык режимде башкаруу ишке ашырылып, диафрагма прокаттын сапаты жакшыртылды.
2. Каландрланган материалдарды алдын ала ысытуу жана ысык прокаттоо порошоктун суюктугун жана биригүүсүн жакшыртат жана пленканын тез пайда болушун ишке ашырат.
3. Roller диск шар капас бириктирүү дизайнын кабыл алат; Жакшы синхрондоштуруу, жогорку берүү тактык, тез жооп, жумшартуу жана титирөөнү азайтуу аткаруу, ызы-чуу азайтуу жана автоматтык айланма майлоо; Узак кызмат мөөнөтү, кичинекей өлчөмү жана арзан баада.
4. Диафрагма чыңалуусу сызыктуу жылышуу режимин жасоо үчүн калкып жүрүүчү роликти башкаруу үчүн серво моторду кабыл алат, анын тез жооп берүү ылдамдыгы, чыңалуунун аз термелүүсү жана курды сындыруу оңой эмес.
5. ысык ролик нормалдуу температурадан 420 ℃ чейин температураны тууралоону ишке ашыра ала турган электромагниттик индукциялык жылытуу режимин кабыл алат; Температура ≤30 мүнөткө 200℃ чейин көтөрүлгөндө жылуулукту пайдалануу эффективдүүлүгү жогору жана энергия керектөө төмөн болот. Жумушчу жер таза жана иштетүүгө жана тейлөөгө оңой.
6. Деформация жана четтөө ийри сызыгына ылайык, каландрлөөчү ролик электрод диафрагмасынын калыңдыгынын жана диафрагмасынын сапатынын ырааттуулугун камсыз кылуу үчүн жаа ролик катары иштелип чыккан.
7. Бардык роликтер инерция моментин, электрод диафрагмасынын чыңалуусунун термелүүсүн жана кур сынуу коркунучун азайтуу үчүн көмүртек буласынан жасалган.
8. Учурдагы нымдуу каптоо менен салыштырганда, ал экологиялык жактан таза, энергияны жана полдун мейкиндигин үнөмдөйт жана азыраак инвестицияга ээ болгон эриткич жана кургатуу шилтемеси катары NMP керек эмес.
9. кургак процесс электр диафрагма каландр тарабынан өндүрүлгөн электрод жогорку тыгыздык тыгыздыгы, жогорку батарея энергия тыгыздыгы жана узак кызмат мөөнөтү бар.
R&D Innovation
1. Азыркы учурда, көптөгөн патенттер, мисалы, кургак электрод өндүрүү ыкмасы жана анын аппараты колдонулат.
Көп берилүүчү суроолор
1. Бул жабдуулар кандай учурга ылайыктуу?
A: Жабдуу жаңы энергетика тармагында литий-иондук батарейкаларды же supercapacitor электроддорду өндүрүү үчүн ылайыктуу болуп саналат.
2. Өндүрүштүн натыйжалуулугу кандай болот?
A: кургак тасманы түзүү ылдамдыгы 5-50m / мин.
3. иштетүү туурасы кандай?
A: Бул жабдууларды иштетүү туурасы 400/600/800/1000мм.
4. иштетилген кургак уюл даана тасманын жоондугу кандай?
A: ≥60μm