
 ເຄື່ອງເຄືອບ
ເຄື່ອງເຄືອບ Advanced Extrusion Coater ສໍາລັບການເຄືອບທີ່ມີຄຸນນະພາບສູງ
Advanced Extrusion Coater ສໍາລັບການເຄືອບທີ່ມີຄຸນນະພາບສູງ Coater Transfer ຄຸນະພາບສູງສໍາລັບການເຄືອບກ້ຽງ
Coater Transfer ຄຸນະພາບສູງສໍາລັບການເຄືອບກ້ຽງ ໂຄງສ້າງແຂນຄູ່ຄູ່ Gravure coater
ໂຄງສ້າງແຂນຄູ່ຄູ່ Gravure coater ໂຄງສ້າງແຂນຄູ່ຄູ່ Gravure coater
ໂຄງສ້າງແຂນຄູ່ຄູ່ Gravure coater ການເຄືອບທີ່ປັບປຸງ: ເຄື່ອງເຄືອບຈຸນລະພາກທີ່ມີຄວາມແມ່ນຍໍາສູງ
ການເຄືອບທີ່ປັບປຸງ: ເຄື່ອງເຄືອບຈຸນລະພາກທີ່ມີຄວາມແມ່ນຍໍາສູງ Hunan Desai NMP ອຸປະກອນການກັ່ນ
Hunan Desai NMP ອຸປະກອນການກັ່ນ Shaoxing Fudi NMP ອຸປະກອນການກັ່ນ
Shaoxing Fudi NMP ອຸປະກອນການກັ່ນ ອຸປະກອນກັ່ນ NMP ໃນຍຸກ Ningguo
ອຸປະກອນກັ່ນ NMP ໃນຍຸກ Ningguo Guangxi Fudi (Qingxiu) ລະບົບການຟື້ນຟູ NMP
Guangxi Fudi (Qingxiu) ລະບົບການຟື້ນຟູ NMP ອຸປະກອນຟື້ນຟູ NMP ໃນ Desai, ແຂວງ Hunan
ອຸປະກອນຟື້ນຟູ NMP ໃນ Desai, ແຂວງ Hunan ລະບົບການຟື້ນຟູ Xiangyang Foday NMP
ລະບົບການຟື້ນຟູ Xiangyang Foday NMP ລະບົບການຟື້ນຟູ Shangrao SVOLT NMP
ລະບົບການຟື້ນຟູ Shangrao SVOLT NMP Yongning FinDreams Battery ລະບົບການຟື້ນຕົວ NMP
Yongning FinDreams Battery ລະບົບການຟື້ນຕົວ NMP ASEAN Fodi (Wuming) ລະບົບການລີໄຊເຄີນອຸປະກອນ NMP
ASEAN Fodi (Wuming) ລະບົບການລີໄຊເຄີນອຸປະກອນ NMP ລະບົບລີໄຊເຄີນ NMP Guangzhou Rongjie
ລະບົບລີໄຊເຄີນ NMP Guangzhou Rongjie


 WhatsApp
WhatsApp
 ເຟສບຸກ
ເຟສບຸກ
 Instagram
Instagram
ປະຕິທິນ diaphragm electrode ແຫ້ງ

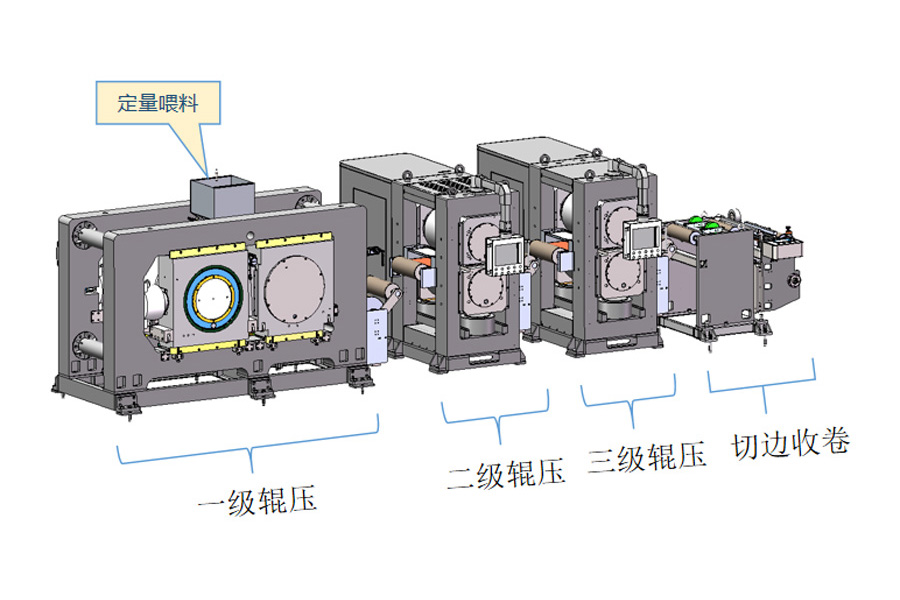
ປະຕິທິນ Electrode Diaphragm ແຫ້ງ
ຕົວກໍານົດການອຸປະກອນ
1. ຄວາມກວ້າງຂອງຫນ້າມ້ວນ: 400/600/800/1000mm
2. ເສັ້ນຜ່າສູນກາງ roller: Φ400/600/800mm
3. ການປິ່ນປົວດ້ານມ້ວນ: ແຜ່ນ chromium ແຂງ; ຄວາມແຂງ ≥HRC66
4. ຄວາມໄວກົນຈັກ / ຄວາມໄວມ້ວນ: Max.60m/min Max.50m/min
6. ຄວາມຖືກຕ້ອງຂອງ synchronization: ≤0.2‰
7. ຄວາມຫນາຂອງຮູບເງົາ: ≥60μm
8. ຄວາມຫນາແຫນ້ນຄວາມຖືກຕ້ອງຂອງສິ້ນ pole ມ້ວນ: ≤± 1μm
9. ວິທີການ Calendering: ຄວາມຮ້ອນ induction ແມ່ເຫຼັກໄຟຟ້າແລະມ້ວນ; ຄວາມແຕກຕ່າງຂອງອຸນຫະພູມຂອງພື້ນຜິວ roller ≤± 1.0 ℃
10. ຄວາມຖືກຕ້ອງຂອງການຄວບຄຸມຄວາມກົດດັນ: ≤± 0.5% FS;
11. ຄວາມເໜັງຕີງຂອງຄວາມຕຶງຄຽດ ≤ ± 0.2N ການປົກປ້ອງສິ່ງແວດລ້ອມ:
ສາມຂໍ້ດີອຸປະກອນ
1. ປະຕິບັດການໃຫ້ອາຫານຕາມປະລິມານຂອງ calendering diaphragm electrode ແຫ້ງ; ການຄວບຄຸມວົງປິດອອນໄລນ໌ຂອງປະລິມານການໃຫ້ອາຫານ, ຄວາມໄວມ້ວນແລະຄວາມຫນາຂອງ diaphragm ໄດ້ຖືກຮັບຮູ້, ແລະຄຸນນະພາບຂອງ diaphragm rolling ໄດ້ຖືກປັບປຸງ.
2. Preheating ແລະ rolling ຮ້ອນຂອງວັດສະດຸ calendered ສາມາດປັບປຸງ fluidity ແລະ cohesiveness ຂອງຝຸ່ນແລະຮັບຮູ້ການສ້າງຮູບເງົາໄວ.
3. ໄດ Roller adopts ບານ cage coupling ການອອກແບບ; synchronization ທີ່ດີ, ຄວາມແມ່ນຍໍາຂອງລະບົບສາຍສົ່ງສູງ, ການຕອບສະຫນອງໄວ, cushioning ແລະການສັ່ນສະເທືອນປະສິດທິພາບການຫຼຸດຜ່ອນຄວາມສຽງລົບກວນແລະການໄຫຼວຽນອັດຕະໂນມັດ lubrication; ຊີວິດການບໍລິການຍາວ, ຂະຫນາດນ້ອຍແລະຄ່າໃຊ້ຈ່າຍຕ່ໍາ.
4. ຄວາມກົດດັນ diaphragm adopts servo motor ຄວບຄຸມ roller ທີ່ເລື່ອນໄດ້ເພື່ອເຮັດໃຫ້ຮູບແບບການຍ້າຍ linear, ທີ່ມີຄວາມໄວຕອບສະຫນອງໄວ, ການເຫນັງຕີງຂອງຄວາມກົດດັນຂະຫນາດນ້ອຍແລະບໍ່ງ່າຍທີ່ຈະທໍາລາຍສາຍແອວ.
5. The roller ຮ້ອນ adopts ຮູບແບບຄວາມຮ້ອນ induction ໄຟຟ້າ, ເຊິ່ງສາມາດຮັບຮູ້ການປັບອຸນຫະພູມຈາກອຸນຫະພູມປົກກະຕິເຖິງ 420 ℃; ປະສິດທິພາບການນໍາໃຊ້ຄວາມຮ້ອນແມ່ນສູງຂຶ້ນແລະການບໍລິໂພກພະລັງງານແມ່ນຕ່ໍາເມື່ອອຸນຫະພູມໄດ້ຖືກຍົກຂຶ້ນມາເປັນ 200 ℃ສໍາລັບ≤30ນາທີ. ສະຖານທີ່ເຮັດວຽກແມ່ນສະອາດແລະງ່າຍຕໍ່ການປະຕິບັດງານແລະຮັກສາ.
6. ອີງຕາມເສັ້ນໂຄ້ງ deformation ແລະ deflection, roller calendering ໄດ້ຖືກອອກແບບເປັນ roller arc ເພື່ອຮັບປະກັນຄວາມສອດຄ່ອງຂອງ electrode diaphragm ຄວາມຫນາແລະຄຸນນະພາບ diaphragm.
7. rollers ທັງຫມົດແມ່ນເຮັດດ້ວຍເສັ້ນໄຍກາກບອນເພື່ອຫຼຸດຜ່ອນປັດຈຸບັນຂອງ inertia, ການເຫນັງຕີງຂອງຄວາມກົດດັນ diaphragm electrode ແລະຄວາມສ່ຽງຂອງການແຕກສາຍແອວ.
8. ເມື່ອປຽບທຽບກັບການເຄືອບປຽກທີ່ມີຢູ່, ມັນບໍ່ຈໍາເປັນຕ້ອງ NMP ເປັນຕົວລະລາຍແລະການແຫ້ງແລ້ງ, ເປັນມິດກັບສິ່ງແວດລ້ອມ, ປະຫຍັດພະລັງງານຫຼາຍແລະພື້ນທີ່ຂອງພື້ນເຮືອນ, ແລະມີການລົງທຶນຫນ້ອຍ.
9. electrode ທີ່ຜະລິດໂດຍ diaphragm calender ຂະບວນການແຫ້ງແລ້ງມີຄວາມຫນາແຫນ້ນສູງ, ຄວາມຫນາແຫນ້ນຂອງພະລັງງານຫມໍ້ໄຟສູງແລະຊີວິດການບໍລິການຍາວ.
ປະດິດສ້າງ R&D
1. ໃນປັດຈຸບັນ, ສິດທິບັດຈໍານວນຫຼາຍໄດ້ຖືກນໍາໃຊ້, ເຊັ່ນວິທີການຜະລິດ electrode ແຫ້ງແລະອຸປະກອນຂອງມັນ.
FAQ
1. ອຸປະກອນນີ້ເຫມາະສໍາລັບໂອກາດໃດ?
A: ອຸປະກອນແມ່ນເຫມາະສົມສໍາລັບການຜະລິດຫມໍ້ໄຟ lithium-ion ຫຼື electrodes supercapacitor ໃນອຸດສາຫະກໍາພະລັງງານໃຫມ່.
2. ປະສິດທິພາບການຜະລິດເປັນແນວໃດ?
A: ຄວາມໄວການສ້າງຮູບເງົາແຫ້ງແມ່ນ 5-50m / ນາທີ.
3. ຄວາມກວ້າງຂອງການປຸງແຕ່ງແມ່ນຫຍັງ?
A: ຄວາມກວ້າງຂອງການປຸງແຕ່ງຂອງອຸປະກອນນີ້ແມ່ນ 400/600/800/1000mm.
4. ຄວາມຫນາຂອງຮູບເງົາຂົ້ວແຫ້ງທີ່ປຸງແຕ່ງ?
A: ≥60μm