
 coater
coater Geavanceerde extrusiecoater voor coating van hoge kwaliteit
Geavanceerde extrusiecoater voor coating van hoge kwaliteit Hoogwaardige transfercoater voor gladde coating
Hoogwaardige transfercoater voor gladde coating De dubbele geleidingsarmstructuur Gravure coater
De dubbele geleidingsarmstructuur Gravure coater De dubbele geleidingsarmstructuur Gravure coater
De dubbele geleidingsarmstructuur Gravure coater Verbeterde coating: uiterst nauwkeurige micro-concave coating
Verbeterde coating: uiterst nauwkeurige micro-concave coating Droge Elektrode Diafragma Kalender
Droge Elektrode Diafragma Kalender Hunan Desai NMP-destillatieapparatuur
Hunan Desai NMP-destillatieapparatuur Shaoxing Fudi NMP-destillatieapparatuur
Shaoxing Fudi NMP-destillatieapparatuur NMP-destillatieapparatuur in het Ningguo-tijdperk
NMP-destillatieapparatuur in het Ningguo-tijdperk Guangxi Fudi (Qingxiu) NMP-herstelsysteem
Guangxi Fudi (Qingxiu) NMP-herstelsysteem NMP-herstelapparatuur in Desai, provincie Hunan
NMP-herstelapparatuur in Desai, provincie Hunan Xiangyang Foday NMP-herstelsysteem
Xiangyang Foday NMP-herstelsysteem Shangrao SVOLT NMP-herstelsysteem
Shangrao SVOLT NMP-herstelsysteem Yongning FinDreams batterij NMP-herstelsysteem
Yongning FinDreams batterij NMP-herstelsysteem ASEAN Fodi (Wuming) NMP-recyclingsysteem voor apparatuur
ASEAN Fodi (Wuming) NMP-recyclingsysteem voor apparatuur Guangzhou Rongjie NMP-recyclingsysteem
Guangzhou Rongjie NMP-recyclingsysteem


 WhatsAppen
WhatsAppen
 Facebook
Facebook
 Instagram
Instagram
Producten
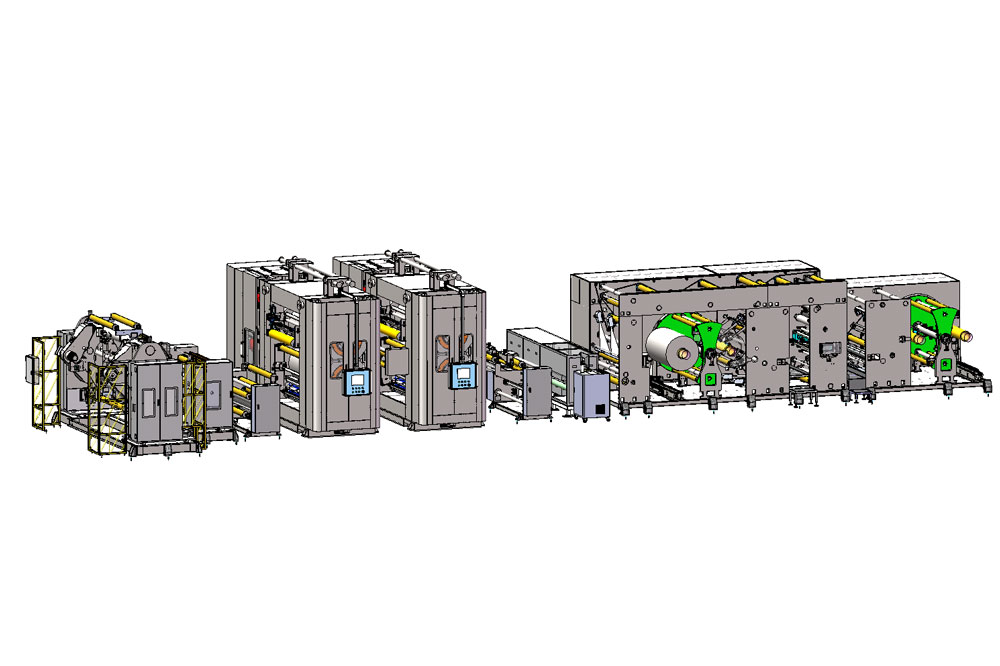
Rol-naar-vel geïntegreerde machine
Uitrustingsvoordelen
Rol-naar-vel geïntegreerde machine
1. De uitzettings- en inkrimpingsgeleiding van de pneumatische klauwplaat neemt een geleiderailmodus aan, die slijtvast is, een sterk draagvermogen heeft en een hoge betrouwbaarheid.
2. Innovatieve buigcilindertechnologie bereikt het ontwerpdoel van kleine buigkracht en grote buigvervorming.
3. De roltransmissie heeft een kogelkooikoppelingontwerp, waardoor de breedte van de rolpershoofdeenheid met ongeveer 500 mm wordt verminderd, wat resulteert in een kleiner formaat en lagere kosten.
4. Het geïntegreerde ontwerp van het voorste rekmechanisme met het voorverwarmingsmechanisme en het achterste rekmechanisme met het koelmechanisme vermindert de transportafstand van de riem aanzienlijk en vermindert het risico op riemplooien.
5. Het geoptimaliseerde ontwerp van de stookoliedoorgang voor warmwalsen verbetert de uniformiteit van de oppervlaktetemperatuur van de wals (≤±1℃).
6. Op basis van de vervormingsdoorbuigingscurve zijn de rollen ontworpen als gebogen rollen om een consistente dikte van de elektrodeplaat onder roldruk te garanderen.
7. Onafhankelijk ontwerp van het bovenmes maakt gemakkelijke aanpassing, snelle mesvervanging zonder onderbreking van de riem, korte omsteltijd en lage kosten mogelijk.
8. Rationele optimalisatie van de mechanische structuur, waarbij sommige mechanismen zijn uitgerust met snelle demontagefuncties (zoals rollen, borstels, niet-geweven stoffen, magnetische staven).
9. Vervangingstijd van de rollen ≤4 uur/4 personen.

Veelgestelde vragen
Vraag: Waarom is de dikte van het elektrodevel ongelijkmatig na het persen van de rol?
A: Dit kan te wijten zijn aan een ongelijkmatige rolpersdruk of een onstabiele rolperssnelheid van de apparatuur.
Vraag: Waarom is de dikte van het elektrodevel ongelijkmatig in de dwarsrichting na het persen van de rol?
A: Dit kan worden veroorzaakt door een verkeerde uitlijning bij de installatie van de rollen van de walsmachine of door een oneffen oppervlak van de rollen.
Vraag: Waarom is de dikte van het elektrodevel in de lengterichting ongelijkmatig na het persen van de rol?
A: Dit kan te wijten zijn aan een ongelijkmatige rolpersdruk of een onstabiele rolperssnelheid van de rollen.
Vraag: Waarom vertoont het elektrodevel een halvemaanvormige buiging na het persen van de rol?
A: Dit kan worden veroorzaakt door een ongelijkmatige roldruk of een oneffen oppervlak van de rollen.
Vraag: Waarom heeft het elektrodevel golvende randen na het persen van de rol?
A: Dit kan worden veroorzaakt door een ongelijkmatige rolpersdruk of een onstabiele rolperssnelheid.
