
 acoperitor
acoperitor Avansat Extrusion Coater pentru acoperire de înaltă calitate
Avansat Extrusion Coater pentru acoperire de înaltă calitate Acoperire cu transfer de înaltă calitate pentru acoperire netedă
Acoperire cu transfer de înaltă calitate pentru acoperire netedă Structura brațului de ghidare dublu
Structura brațului de ghidare dublu Structura brațului de ghidare dublu
Structura brațului de ghidare dublu Acoperire îmbunătățită: Acoperire micro-concavă de înaltă precizie
Acoperire îmbunătățită: Acoperire micro-concavă de înaltă precizie Echipament de distilare NMP Hunan Desai
Echipament de distilare NMP Hunan Desai Echipament de distilare Shaoxing Fudi NMP
Echipament de distilare Shaoxing Fudi NMP Echipament de distilare NMP în era Ningguo
Echipament de distilare NMP în era Ningguo Sistemul de recuperare NMP Guangxi Fudi (Qingxiu).
Sistemul de recuperare NMP Guangxi Fudi (Qingxiu). Echipament de recuperare NMP în Desai, provincia Hunan
Echipament de recuperare NMP în Desai, provincia Hunan Sistemul de recuperare Xiangyang Foday NMP
Sistemul de recuperare Xiangyang Foday NMP Sistemul de recuperare Shangrao SVOLT NMP
Sistemul de recuperare Shangrao SVOLT NMP Sistem de recuperare a bateriei NMP Yongning FinDreams
Sistem de recuperare a bateriei NMP Yongning FinDreams Sistemul de reciclare a echipamentelor NMP Fodi (Wuming) ASEAN
Sistemul de reciclare a echipamentelor NMP Fodi (Wuming) ASEAN Sistemul de reciclare Guangzhou Rongjie NMP
Sistemul de reciclare Guangzhou Rongjie NMP


 WhatsApp
WhatsApp
 Facebook
Facebook
 Instagram
Instagram
Calandrul cu diafragmă cu electrod uscat

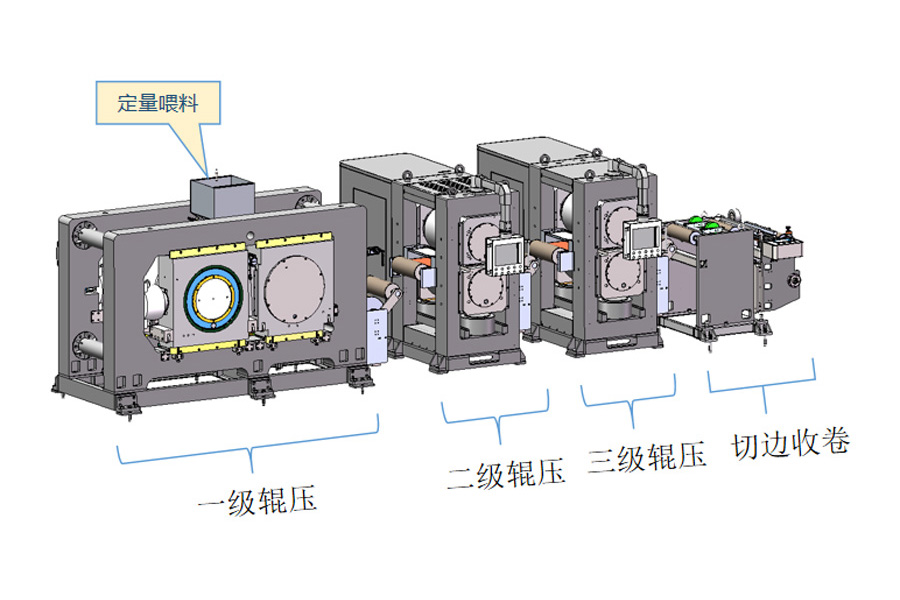
Calandrul cu diafragmă cu electrod uscat
Parametrii echipamentului
1. Lățimea suprafeței rolei: 400/600/800/1000mm
2. Diametru rola: Φ400/600/800mm
3. Tratamentul suprafeței rolei: Cromarea tare; Duritate ≥HRC66
4. Viteza mecanica/viteza de rulare: Max.60m/min Max.50m/min
6. Precizie de sincronizare: ≤0,2‰
7. Grosimea filmului: ≥60μm
8. Precizia grosimii piesei stâlp laminate: ≤±1μm
9. Metoda calandrării: Încălzire și rulare prin inducție electromagnetică; Diferența de temperatură a suprafeței rolei ≤±1.0℃
10. Precizia controlului tensiunii: ≤±0,5% FS;
11. Fluctuația tensiunii ≤ ± 0,2N Protecția mediului:
Trei avantaje de echipare
1. Realizați alimentarea cantitativă a calandrării diafragmei cu electrod uscat; Controlul on-line în buclă închisă al cantității de alimentare, al vitezei de rulare și al grosimii diafragmei este realizat, iar calitatea rulării diafragmei este îmbunătățită.
2. Preîncălzirea și laminarea la cald a materialelor calandrate pot îmbunătăți fluiditatea și coeziunea pulberii și pot realiza formarea rapidă a peliculei.
3. Unitatea cu role adoptă un design de cuplare cu bile; Sincronizare bună, precizie ridicată a transmisiei, răspuns rapid, performanță de amortizare și reducere a vibrațiilor, reducerea zgomotului și lubrifiere cu circulație automată; Durată lungă de viață, dimensiuni mici și cost redus.
4. Tensiunea diafragmei adoptă servomotor pentru a controla rola plutitoare pentru a face modul de deplasare liniară, care are viteză de răspuns rapidă, fluctuație mică a tensiunii și nu este ușor să rupi cureaua
5. Rola fierbinte adoptă modul de încălzire prin inducție electromagnetică, care poate realiza reglarea temperaturii de la temperatura normală la 420℃; Eficiența utilizării căldurii este mai mare, iar consumul de energie este mai mic atunci când temperatura este ridicată la 200℃ timp de ≤30min. Locul de lucru este curat și ușor de operat și întreținut.
6. Conform curbei de deformare și deformare, rola de calandrare este proiectată ca rolă de arc pentru a asigura consistența grosimii diafragmei electrodului și a calității diafragmei.
7. Toate rolele sunt realizate din fibră de carbon pentru a reduce momentul de inerție, fluctuația tensiunii diafragmei electrodului și riscul de rupere a curelei.
8. În comparație cu stratul umed existent, nu are nevoie de NMP ca solvent și legătură de uscare, care este ecologic, economisește multă energie și spațiu pe podea și are mai puține investiții.
9. Electrodul produs de calandrul electric cu diafragmă cu proces uscat are o densitate mare de compactare, o densitate mare a energiei bateriei și o durată lungă de viață.
Inovare în cercetare și dezvoltare
1. În prezent, au fost aplicate multe brevete, cum ar fi metoda de fabricare a electrodului uscat și dispozitivul acestuia.
FAQ
1. Pentru ce ocazie este potrivit acest echipament?
R: Echipamentul este potrivit pentru producția de baterii litiu-ion sau electrozi supercondensatori în noua industrie energetică.
2. Cum este eficiența producției?
R: Viteza de formare a filmului uscat este de 5-50 m/min.
3. Care este lățimea de procesare?
R: Lățimea de procesare a acestui echipament este de 400/600/800/1000 mm.
4. Care este grosimea peliculei uscate de piesă polară prelucrată?
A: ≥60μm