
 kaplayıcı
kaplayıcı Yüksek Kaliteli Kaplama için Gelişmiş Ekstrüzyon Kaplayıcı
Yüksek Kaliteli Kaplama için Gelişmiş Ekstrüzyon Kaplayıcı Pürüzsüz Kaplama için Yüksek Kaliteli Transfer Kaplayıcı
Pürüzsüz Kaplama için Yüksek Kaliteli Transfer Kaplayıcı Çift kılavuzlu kol yapısı Gravür kaplayıcı
Çift kılavuzlu kol yapısı Gravür kaplayıcı Çift kılavuzlu kol yapısı Gravür kaplayıcı
Çift kılavuzlu kol yapısı Gravür kaplayıcı Gelişmiş Kaplama: Yüksek Hassasiyetli Mikro İçbükey Kaplayıcı
Gelişmiş Kaplama: Yüksek Hassasiyetli Mikro İçbükey Kaplayıcı Hunan Desai NMP Damıtma Ekipmanları
Hunan Desai NMP Damıtma Ekipmanları Shaoxing Fudi NMP Damıtma Ekipmanları
Shaoxing Fudi NMP Damıtma Ekipmanları Ningguo döneminde NMP damıtma ekipmanı
Ningguo döneminde NMP damıtma ekipmanı Guangxi Fudi (Qingxiu) NMP Kurtarma Sistemi
Guangxi Fudi (Qingxiu) NMP Kurtarma Sistemi Hunan Eyaleti, Desai'de NMP Kurtarma Ekipmanı
Hunan Eyaleti, Desai'de NMP Kurtarma Ekipmanı Xiangyang Foday NMP Kurtarma Sistemi
Xiangyang Foday NMP Kurtarma Sistemi Shangrao SVOLT NMP Kurtarma Sistemi
Shangrao SVOLT NMP Kurtarma Sistemi Yongning FinDreams Pil NMP Kurtarma Sistemi
Yongning FinDreams Pil NMP Kurtarma Sistemi ASEAN Fodi (Wuming) NMP ekipman geri dönüşüm sistemi
ASEAN Fodi (Wuming) NMP ekipman geri dönüşüm sistemi Guangzhou Rongjie NMP geri dönüşüm sistemi
Guangzhou Rongjie NMP geri dönüşüm sistemi


 Naber
Naber
 Facebook
Facebook
 instagram
instagram
Kuru elektrot diyafram takvimi

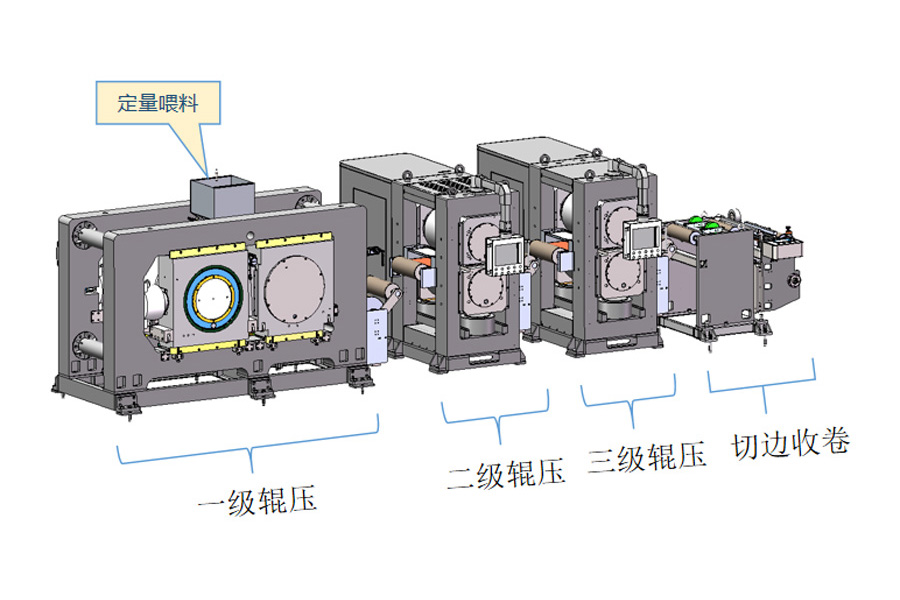
Kuru Elektrot Diyafram Takvimi
Ekipman Parametreleri
1. Rulo yüzeyinin genişliği: 400/600/800/1000mm
2. Silindir çapı: Φ400/600/800mm
3. Rulo yüzey işlemi: Sert krom kaplama; Sertlik ≥HRC66
4. Mekanik hız/yuvarlanma hızı: Max.60m/min Max.50m/min
6. Senkronizasyon doğruluğu: ≤0,2‰
7. Film kalınlığı: ≥60μm
8. Haddelenmiş kutup parçasının kalınlık doğruluğu: ≤±1μm
9. Kalenderleme yöntemi: Elektromanyetik indüksiyonla ısıtma ve haddeleme; Makara yüzeyinin sıcaklık farkı ≤±1,0°C
10. Gerilim kontrol doğruluğu: ≤±0,5% FS;
11. Gerilim dalgalanması ≤ ± 0,2N Çevre koruma:
Üç ekipman avantajı
1. Kuru elektrot diyafram perdahlamanın kantitatif beslemesini gerçekleştirin; Besleme miktarının, haddeleme hızının ve diyafram kalınlığının çevrimiçi kapalı devre kontrolü gerçekleştirilir ve diyafram haddelemenin kalitesi iyileştirilir.
2. Perdahlanmış malzemelerin ön ısıtılması ve sıcak haddelenmesi, tozun akışkanlığını ve yapışkanlığını geliştirebilir ve hızlı film oluşumunu gerçekleştirebilir.
3. Makaralı tahrik, bilyalı kafes bağlantı tasarımını benimser; İyi senkronizasyon, yüksek iletim hassasiyeti, hızlı tepki, yastıklama ve titreşim azaltma performansı, gürültü azaltma ve otomatik dolaşımlı yağlama; Uzun servis ömrü, küçük boyut ve düşük maliyet.
4. Diyafram gerginliği, hızlı tepki hızına, küçük gerilim dalgalanmasına sahip olan ve kayışı kırmak kolay olmayan doğrusal yer değiştirme modunu yapmak için yüzer silindiri kontrol etmek üzere servo motoru kullanır.
5. Sıcak silindir, normal sıcaklıktan 420 ° C'ye kadar sıcaklık ayarını gerçekleştirebilen elektromanyetik indüksiyonlu ısıtma modunu benimser; Sıcaklık ≤30 dakika süreyle 200°C'ye yükseltildiğinde ısı kullanım verimliliği daha yüksektir ve enerji tüketimi daha düşüktür. Çalışma sahası temizdir ve kullanımı ve bakımı kolaydır.
6. Deformasyon ve sapma eğrisine göre kalenderleme silindiri, elektrot diyafram kalınlığı ve diyafram kalitesinin tutarlılığını sağlamak için ark silindiri olarak tasarlanmıştır.
7. Atalet momentini, elektrot diyafram gerginliğindeki dalgalanmayı ve kayışın kırılma riskini azaltmak için tüm silindirler karbon fiberden yapılmıştır.
8. Mevcut ıslak kaplama ile karşılaştırıldığında, solvent ve kurutma bağlantısı olarak NMP'ye ihtiyaç duymaz, çevre dostudur, çok fazla enerji ve zemin alanı tasarrufu sağlar ve daha az yatırım gerektirir.
9. Kuru proses elektrikli diyaframlı kalender tarafından üretilen elektrot, yüksek sıkıştırma yoğunluğuna, yüksek akü enerji yoğunluğuna ve uzun hizmet ömrüne sahiptir.
Ar-Ge İnovasyonu
1. Şu anda kuru elektrot üretim yöntemi ve cihazı gibi birçok patent uygulanmıştır.
SSS
1. Bu ekipman hangi durumlar için uygundur?
C: Ekipman, yeni enerji endüstrisinde lityum iyon pillerin veya süper kapasitör elektrotlarının üretimi için uygundur.
2. Üretim verimliliği nasıl?
A: Kuru film oluşturma hızı 5-50 m/dak'dır.
3. İşleme genişliği nedir?
C: Bu ekipmanın işleme genişliği 400/600/800/1000 mm'dir.
4. İşlenmiş kuru direk parçası filminin kalınlığı ne kadardır?
A: ≥60μm