
 קאָאַטער
קאָאַטער אַוואַנסירטע יקסטרוזשאַן קאָוטער פֿאַר הויך קוואַליטעט קאָוטינג
אַוואַנסירטע יקסטרוזשאַן קאָוטער פֿאַר הויך קוואַליטעט קאָוטינג הויך-קוואַליטעט אַריבערפירן קאָוטער פֿאַר גלאַט קאָוטינג
הויך-קוואַליטעט אַריבערפירן קאָוטער פֿאַר גלאַט קאָוטינג די טאָפּל פירן אָרעם סטרוקטור גראַווורע קאָוטער
די טאָפּל פירן אָרעם סטרוקטור גראַווורע קאָוטער די טאָפּל פירן אָרעם סטרוקטור גראַווורע קאָוטער
די טאָפּל פירן אָרעם סטרוקטור גראַווורע קאָוטער ימפּרוווד קאָוטינג: הויך-פּינטלעכקייַט מיקראָ-קאָנקאַווע קאָוטער
ימפּרוווד קאָוטינג: הויך-פּינטלעכקייַט מיקראָ-קאָנקאַווע קאָוטער הונאַן דעסאַי נמפּ דיסטאַליישאַן עקוויפּמענט
הונאַן דעסאַי נמפּ דיסטאַליישאַן עקוויפּמענט שאַאָקסינג פודי נמפּ דיסטאַליישאַן עקוויפּמענט
שאַאָקסינג פודי נמפּ דיסטאַליישאַן עקוויפּמענט נמפּ דיסטאַליישאַן ויסריכט אין נינגגואָ טקופע
נמפּ דיסטאַליישאַן ויסריכט אין נינגגואָ טקופע גואַנגקסי פודי (קינגקסיו) נמפּ רעקאָווערי סיסטעם
גואַנגקסי פודי (קינגקסיו) נמפּ רעקאָווערי סיסטעם נמפּ רעקאָווערי עקוויפּמענט אין דעסאַי, הונאַן פּראַווינס
נמפּ רעקאָווערי עקוויפּמענט אין דעסאַי, הונאַן פּראַווינס Xiangyang Foday NMP רעקאָווערי סיסטעם
Xiangyang Foday NMP רעקאָווערי סיסטעם Shangrao SVOLT NMP רעקאָווערי סיסטעם
Shangrao SVOLT NMP רעקאָווערי סיסטעם Yongning FinDreams באַטערי נמפּ רעקאָווערי סיסטעם
Yongning FinDreams באַטערי נמפּ רעקאָווערי סיסטעם ASEAN Fodi (Wuming) NMP ויסריכט ריסייקלינג סיסטעם
ASEAN Fodi (Wuming) NMP ויסריכט ריסייקלינג סיסטעם גואַנגזשאָו ראָנגדזשיע נמפּ ריסייקלינג סיסטעם
גואַנגזשאָו ראָנגדזשיע נמפּ ריסייקלינג סיסטעם


 ווהאַצאַפּפּ
ווהאַצאַפּפּ
 Facebook
Facebook
 ינסטאַגראַם
ינסטאַגראַם
טרוקן ילעקטראָוד דייאַפראַם קאַלענדאַר

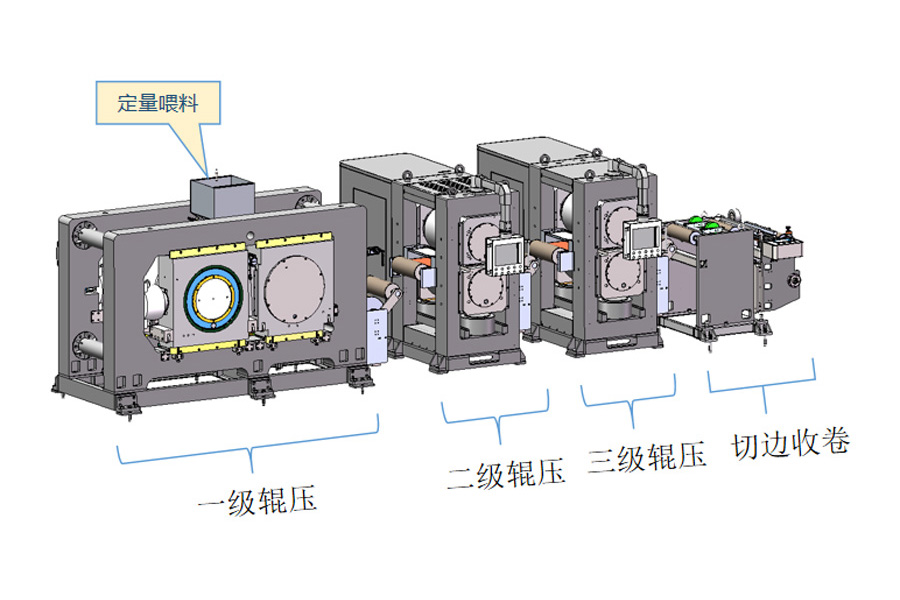
טרוקן עלעקטראָדע דייאַפראַם קאַלענדאַר
ויסריכט פּאַראַמעטערס
1. ברייט פון זעמל ייבערפלאַך: 400/600/800/1000 מם
2. וואַל דיאַמעטער: Φ400/600/800מם
3. ראָלל ייבערפלאַך באַהאַנדלונג: שווער קראָומיאַם פּלייטינג; כאַרדנאַס ≥HRC66
4. מעטשאַניקאַל גיכקייַט / ראָולינג גיכקייַט: מאַקס.60ם / מין מאַקס.50ם / מין
6. סינגקראַנאַזיישאַן אַקיעראַסי: ≤0.2‰
7. פילם גרעב: ≥60μם
8. גרעב אַקיעראַסי פון ראָולד פלאָקן שטיק: ≤± 1μם
9. קאַלענדערינג אופֿן: ילעקטראָומאַגנעטיק ינדאַקשאַן באַהיצונג און ראָולינג; טעמפּעראַטור חילוק פון וואַל ייבערפלאַך ≤±1.0℃
10. שפּאַנונג קאָנטראָל אַקיעראַסי: ≤±0.5% FS;
11. שפּאַנונג פלאַקטשויישאַן ≤ ± 0.2N ענוויראָנמענטאַל שוץ:
דרייַ ויסריכט אַדוואַנטידזשיז
1. פאַרשטיין די קוואַנטיטאַטיווע פידינג פון טרוקן ילעקטראָוד דייאַפראַם קאַלענדערינג; אָנליין פֿאַרמאַכט-שלייף קאָנטראָל פון פידינג קוואַנטיטי, ראָולינג גיכקייַט און דייאַפראַם גרעב איז איינגעזען, און די קוואַליטעט פון דייאַפראַם ראָולינג איז ימפּרוווד.
2. פּרעהעאַטינג און הייס ראָולינג פון קאַלאַנדערד מאַטעריאַלס קענען פֿאַרבעסערן די פלוידאַטי און קאָוכיסיוונאַס פון פּודער און פאַרשטיין גיך פילם פאָרמירונג.
3. וואַל פאָר אַדאַפּץ פּילקע שטייַג קאַפּלינג פּלאַן; גוט סינגקראַנאַזיישאַן, הויך טראַנסמיסיע פּינטלעכקייַט, שנעל ענטפער, קוישאַנינג און ווייבריישאַן רעדוקציע פאָרשטעלונג, ראַש רעדוקציע און אָטאַמאַטיק סערקיאַלייטינג לובריקיישאַן; לאַנג דינסט לעבן, קליין גרייס און נידעריק פּרייַז.
4. די דייאַפראַם שפּאַנונג אַדאַפּץ סערוואָ מאָטאָר צו קאָנטראָלירן די פלאָוטינג וואַל צו מאַכן לינעאַר דיספּלייסמאַנט מאָדע, וואָס האט שנעל ענטפער גיכקייַט, קליין שפּאַנונג פלאַקטשויישאַן און איז נישט גרינג צו ברעכן די גאַרטל
5. די הייס וואַל אַדאַפּץ ילעקטראָומאַגנעטיק ינדאַקשאַן באַהיצונג מאָדע, וואָס קענען פאַרשטיין די טעמפּעראַטור אַדזשאַסטמאַנט פון נאָרמאַל טעמפּעראַטור צו 420 ℃; די היץ יוטאַלאַזיישאַן עפעקטיווקייַט איז העכער און די ענערגיע קאַנסאַמשאַן איז נידעריקער ווען די טעמפּעראַטור איז אויפגעשטאנען צו 200 ℃ פֿאַר ≤ 30 מין. די אַרבעט פּלאַץ איז ריין און גרינג צו אַרבעטן און טייַנען.
6. לויט די דיפאָרמיישאַן און דעפלעקטיאָן ויסבייג, די קאַלענדערינג וואַל איז דיזיינד ווי אַ קרייַזבויגן וואַל צו ענשור די קאָנסיסטענסי פון ילעקטראָוד דייאַפראַם גרעב און דייאַפראַם קוואַליטעט.
7. אַלע ראָולערז זענען געמאכט פון טשאַד פיברע צו רעדוצירן דעם מאָמענט פון ינערשאַ, די פלאַקטשויישאַן פון ילעקטראָוד דייאַפראַם שפּאַנונג און די ריזיקירן פון ברייקידזש פון גאַרטל.
8. קאַמפּערד מיט די יגזיסטינג נאַס קאָוטינג, עס טוט נישט דאַרפֿן נמפּ ווי סאַלוואַנט און דריינג לינק, וואָס איז ינווייראַנמענאַלי פרייַנדלעך, סאַוועס אַ פּלאַץ פון ענערגיע און שטאָק פּלאַץ און האט ווייניקער ינוועסמאַנט.
9. די ילעקטראָוד געשאפן דורך טרוקן-פּראָצעס עלעקטריק דייאַפראַם קאַלענדאַר האט הויך קאָמפּאַקטיאָן געדיכטקייַט, הויך באַטאַרייע ענערגיע געדיכטקייַט און לאַנג דינסט לעבן.
ר & די כידעש
1. יצט, פילע פּאַטענץ האָבן שוין געווענדט, אַזאַ ווי אַ טרוקן ילעקטראָוד מאַנופאַקטורינג אופֿן און זייַן מיטל.
FAQ
1. וואָס געלעגנהייט איז די ויסריכט פּאַסיק פֿאַר?
א: די ויסריכט איז פּאַסיק פֿאַר די פּראָדוקציע פון ליטהיום-יאָן באַטעריז אָדער סופּערקאַפּאַסיטאָר ילעקטראָודז אין די נייַ ענערגיע אינדוסטריע.
2. ווי איז די פּראָדוקציע עפעקטיווקייַט?
א: די גיכקייַט פון טרוקן פילם איז 5-50 ם / מין.
3. וואָס איז די פּראַסעסינג ברייט?
א: די פּראַסעסינג ברייט פון דעם עקוויפּמענט איז 400/600/800/1000 מם.
4. וואָס איז די גרעב פון די פּראַסעסט טרוקן פלאָקן שטיק פילם?
א: ≥60μם